JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Le nivellement de la tôle est une étape critique dans la fabrication métallique moderne. Avant qu’une opération de découpe, de pliage, de soudage ou d’estampage puisse donner des résultats cohérents, la matière première doit être véritablement plate – pas seulement visuellement plate, mais sans contrainte et dimensionnellement stable. Choisir la mauvaise méthode de nivellement entraîne le rejet de pièces, des reprises et des échecs de processus en aval. Ce guide couvre toutes les principales méthodes de nivellement de tôle, explique la physique derrière chacune et vous donne un cadre pratique pour sélectionner la bonne approche en fonction de vos exigences en matière de matériau, de volume et de précision.
Pourquoi la tôle nécessite un nivellement
La tôle quitte l'usine sous forme de bobines. Lors de l'enroulement, la surface extérieure s'étire tandis que la surface intérieure se comprime, bloquant les contraintes opposées dans la structure granulaire du matériau. Lorsque les centres de service déroulent, redressent et coupent la tôle à longueur, ces contraintes ne disparaissent pas complètement : elles restent piégées à l'intérieur de ce qui semble être un morceau de métal plat.
Le problème devient visible dès qu’un processus de découpe thermique tel que le découpage au laser ou au plasma est appliqué. La chaleur libère les contraintes bloquées et les pièces se déforment, se courbent ou développent des vagues de bord et centrales. La même distorsion se produit après un poinçonnage ou un masquage fin. Même les pièces découpées mécaniquement présentent des contraintes résiduelles qui déforment la géométrie lors du formage ou du soudage ultérieur.
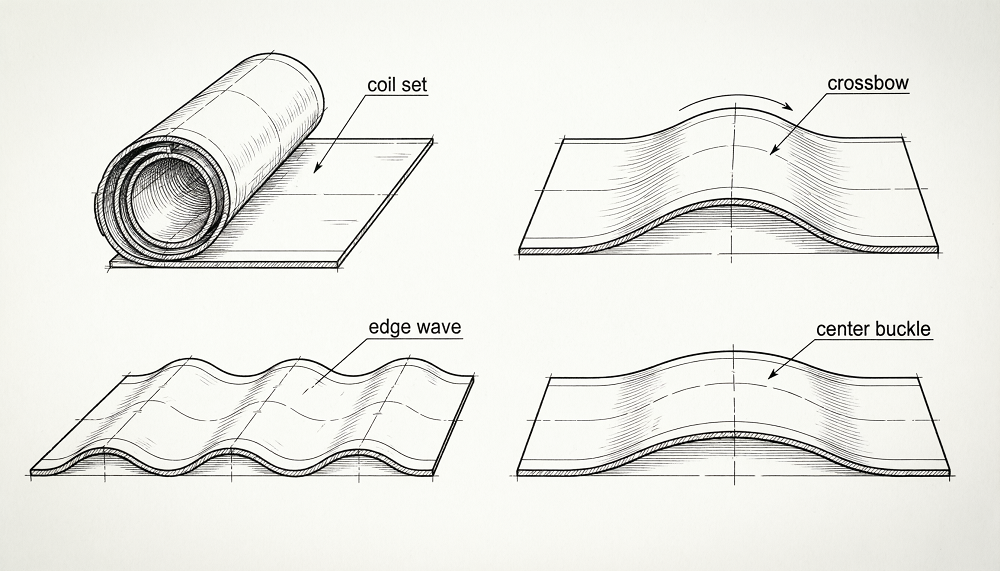
Les défauts de planéité courants auxquels le nivellement doit remédier comprennent :
- Jeu de bobines : un arc longitudinal suivant la direction d'enroulement, la plus sévère vers le noyau de la bobine.
- Arbalète : un arc transversal perpendiculaire au sens de roulage, avec le centre surélevé au-dessus des bords.
- Vague de bord : bords ondulés causés par une contrainte de compression dans les zones de bord par rapport au centre.
- Boucle centrale : flambement localisé au milieu de la tôle où le centre est plus long que les bords.
- Torsion : distorsion diagonale sur la surface de la pièce, souvent introduite lors d'une coupe ou d'une manipulation asymétrique.
Chaque type de défaut a un profil de contrainte différent et réagit donc différemment à chaque méthode de nivellement. Compréhension normes de planéité de la tôle avant de sélectionner un processus de nivellement, vous pouvez définir un critère d'acceptation mesurable et éviter les litiges lors de la mise en service.
Nivellement du marteau et de la flamme
Le nivellement au marteau est la méthode de nivellement de tôle la plus ancienne et reste utilisé aujourd'hui pour des situations spécifiques où le nivellement par machine n'est pas pratique. Un opérateur expérimenté frappe la tôle avec un marteau selon un schéma délibéré, étirant les zones comprimées et soulageant les concentrations de contraintes locales. Le nivellement de la flamme fonctionne selon un principe connexe : une torche chauffe une zone localisée, provoquant une dilatation thermique ; à mesure que la zone se refroidit et se contracte, elle attire le matériau environnant vers le point chauffé, corrigeant ainsi la courbure locale.
Les deux méthodes nécessitent des compétences importantes. Les résultats dépendent directement de la capacité de l'opérateur à lire la pièce, à juger de la répartition des contraintes et à appliquer la bonne énergie dans le bon ordre. Il n’y a pas deux opérateurs qui produisent des résultats identiques et aucune partie ne peut être reproduite avec certitude. La mise à niveau d'une seule pièce peut prendre entre 30 minutes et plusieurs heures, selon la gravité de la distorsion et la complexité de la pièce.

Quand le nivellement par marteau et flamme a du sens
- Structures ou constructions soudées déjà assemblées qui ne peuvent pas passer à travers une machine à rouleaux.
- Très petits volumes de production où le coût de mise en place de la machine n'est pas justifié.
- Pièces de forme personnalisée ou irrégulières que les guides de machine ne peuvent pas accueillir.
- Correction sur site des composants finis où la tolérance dimensionnelle est modérée.
Pour les environnements de production où les tolérances de débit, de répétabilité ou de précision de planéité sont importantes, le nivellement au marteau et à la flamme n'est pas adapté. Le facteur humain ne permet pas de garantir des résultats cohérents sur l’ensemble d’un lot.
Presse et lissage Presse Nivellement
Une presse à redresser soutient la feuille ou la plaque en deux points et applique une matrice de formage pour presser le matériau à plat entre ces points de support. Le processus cible des endroits spécifiques de la pièce où la distorsion est concentrée. Plusieurs cycles de presse sont généralement nécessaires avant que la pièce atteigne une planéité acceptable, car chaque coup de presse corrige une zone tout en introduisant potentiellement des contraintes dans les zones adjacentes.
Certains fabricants utilisent des presses plieuses comme niveleurs improvisés, ce qui est viable pour corriger une seule déformation visible mais ne résout pas les contraintes internes réparties. Une presse à dresser dédiée offre un meilleur contrôle qu'une presse plieuse réutilisée pour le nivellement, mais ne peut toujours pas égaler le débit ou la profondeur de soulagement des contraintes d'un système à rouleaux.
Le nivellement d'une seule pièce sur une presse à lisser prend généralement jusqu'à 60 minutes et nécessite un spécialiste qualifié pour interpréter le comportement de la pièce entre les courses. La méthode devient plus pratique pour les plaques d'une épaisseur supérieure à 50 mm, pour lesquelles les niveleurs à rouleaux peuvent manquer de capacité mécanique, et pour la production en faible volume où un investissement en machine n'est pas justifié.
Limites à considérer
- Ne peut pas traiter les contraintes internes distribuées - uniquement les défauts géométriques visibles à des points discrets.
- Le risque de retour élastique nécessite des cycles de pressage répétés et des temps de cycle prolongés.
- Dépend fortement du jugement de l'opérateur, ce qui rend la répétabilité variable entre les opérateurs.
- Ne convient pas aux tôles fines : une concentration de charge locale élevée risque d'endommager la surface ou de marquer de manière permanente.
Nivellement à rouleaux : des simples lisseurs aux systèmes de précision
Le nivellement à rouleaux est la méthode de nivellement de tôle industrielle la plus largement utilisée. La feuille passe à travers une série de rouleaux décalés qui la soumettent à des courbures alternées d'amplitude progressivement décroissante. Cette déformation élasto-plastique répétée redistribue les contraintes internes sur la section transversale et conduit le matériau vers un état plat uniforme et soulagé des contraintes.
La physique de base suit une onde sinusoïdale décroissante : l'extrémité d'entrée applique le déplacement de flexion le plus important, et chaque paire de rouleaux successifs réduit le déplacement jusqu'à ce que le matériau sorte dans un état de contrainte presque neutre. L'efficacité du processus dépend de trois variables interdépendantes : diamètre du rouleau, pas du rouleau (espacement centre à centre) et profondeur de pressage (pénétration) .
Niveleurs à rouleaux simples (redresseurs)
Les redresseurs simples utilisent un minimum de sept rouleaux de diamètres relativement grands et d'espacement important. Ils traitent des plaques plus épaisses et une plage d’épaisseurs limitée. Étant donné que les rouleaux ne sont pas activement soutenus contre la flexion sous charge, ils se courbent sous la pression, produisant une courbure inégale sur la largeur de la feuille. Les résultats de planéité sont adéquats pour les applications structurelles générales mais insuffisants pour la fabrication de précision. Plusieurs passages dans la machine sont souvent nécessaires, et le processus dépend toujours de l'expérience de l'opérateur pour régler correctement les rouleaux.
Niveleurs multi-rouleaux de précision
Les niveleurs de précision ajoutent des rouleaux intermédiaires et de support derrière les rouleaux de travail pour empêcher la déviation sous charge. Cela permet des diamètres de rouleaux de travail plus petits et un pas plus serré, ce qui augmente le nombre de cycles de pliage par unité de longueur de feuille et améliore la capacité de la machine à corriger les défauts à ondes courtes tels que les ondulations de bord et les boucles centrales. Les systèmes de précision peuvent atteindre des valeurs de planéité de 0,1 mm/m ou mieux — une exigence relative aux lames de scie, aux composants d'emboutissage de précision et aux assemblages de tôlerie à tolérance fine.
Par rapport aux méthodes manuelles, le nivellement au rouleau réduit considérablement le temps de cycle. Une pièce qui nécessite 10 minutes de nivellement manuel avec une presse plieuse ou un marteau peut être traitée en moins d'une minute sur un niveleur à rouleaux de précision, ce qui se traduit par des réductions de coûts mesurables dans les opérations à grand volume.
Machine à rouler (systèmes à trois rouleaux)
La configuration à rouleaux la plus simple utilise trois rouleaux décalés. La feuille se plie autour des rouleaux lors de son passage et le processus est répété jusqu'à ce que la planéité soit acceptable. Cette approche n'est efficace que pour les pièces présentant des défauts de planéité simples et uniformes. Il ne traite pas les contraintes internes et nécessite plusieurs répétitions pour tout matériau présentant une distorsion importante. Il est particulièrement adapté aux ateliers traitant de légères corrections de flexion à faible volume.
Nivellement de tension
Le nivellement de tension étire la feuille longitudinalement en la tirant entre deux bobines de tension jusqu'à ce que la contrainte appliquée dépasse la limite d'élasticité du matériau. À mesure que la feuille cède uniformément sur toute sa section transversale, la différence de contrainte entre les zones précédemment comprimées et tendues s'effondre et le matériau sort dans un état plat, à faible contrainte résiduelle.
De nombreux systèmes industriels de nivellement par tension combinent le cintrage à rouleaux et la tension dans une approche hybride : la tôle passe d'abord par des rouleaux de cintrage pour redistribuer la contrainte brute, puis subit une tension pour obtenir la planéité finale et l'uniformité de l'épaisseur. Cette combinaison est particulièrement efficace pour les aciers à haute résistance et les matériaux très minces où les systèmes à rouleaux uniquement ont du mal à appliquer une flexion suffisante sans endommager la surface.
Meilleures applications pour le nivellement de tension
- Feuille et film très fins où de petits diamètres de rouleaux marquent encore la surface.
- Nuances d'acier à haute résistance avec des rapports d'élasticité à la traction proches de 1,0, difficiles à plier sans contraintes excessives.
- Lignes de traitement de bobines où le matériau circule en continu et où le contrôle de la tension fait déjà partie de l'architecture de la ligne.
- Applications où l’uniformité de l’épaisseur sur toute la largeur est aussi critique que la planéité.
L'inconvénient est la complexité et le coût en capital. Le nivellement de la tension nécessite un contrôle précis des bobines de tension et un calibrage minutieux pour éviter d'introduire de nouvelles contraintes longitudinales dues à une traction inégale. Il est moins pratique pour le nivellement pièce par pièce après la découpe et est principalement utilisé dans les environnements de traitement de bobines.
Nivellement de laminage à chaud et de laminage à froid
Le nivellement par laminage à froid fait passer la feuille à travers des rouleaux à température ambiante ou proche, en appliquant une haute pression qui déforme plastiquement le matériau. Cette méthode corrige non seulement la planéité, mais améliore la finition de surface et augmente les propriétés mécaniques : la dureté et la résistance à la traction augmentent toutes deux en raison de l'écrouissage. Il est approprié lorsque la qualité de la surface est une exigence primordiale, comme pour les ébauches de panneaux de carrosserie automobile ou les substrats d'ingénierie de précision. La limitation est que le laminage à froid est limité aux épaisseurs plus fines ; les plaques très épaisses nécessitent une force excessive et l'effet d'écrouissage peut réduire la ductilité au point où le formage en aval est affecté.
Le planage à chaud chauffe la tôle au-dessus de sa température de recristallisation avant de la faire passer à travers les rouleaux planeurs. Une température élevée réduit la limite d'élasticité et augmente la ductilité, ce qui rend les plaques épaisses beaucoup plus faciles à déformer. La chaleur accélère également le soulagement du stress. Cette approche est standard dans la transformation primaire de l’acier et la production de tôles de qualité construction navale. Le coût énergétique du chauffage constitue le principal inconvénient opérationnel, et le traitement thermique peut modifier la microstructure du matériau d'une manière qui nécessite une vérification post-traitement pour les applications sensibles aux spécifications.
Nivellement hydraulique de précision : la norme industrielle moderne
Le nivellement hydraulique de précision représente l'état actuel de l'art en matière de nivelage de tôle pour les environnements de production. Contrairement aux niveleurs mécaniques à rouleaux où la force de pression est fixée par réglage à vis, un machine de nivellement hydraulique utilise des vérins hydrauliques en boucle fermée pour contrôler dynamiquement la force de pression et l’écartement des rouleaux sur toute la largeur de la feuille. Cela permet au système de maintenir une énergie de flexion constante même lorsque l'épaisseur du matériau, la limite d'élasticité ou la température varient au sein d'un lot de production.

Le principe de fonctionnement reste l'alternance de flexion élastique-plastique, mais la précision de l'entraînement hydraulique libère des capacités que les systèmes mécaniques ne peuvent égaler :
- Large gamme de matériaux : les systèmes hydrauliques peuvent traiter des matériaux allant d'une feuille de cuivre ultra-mince de 0,1 mm à des plaques d'alliage spécial de 60 mm d'épaisseur au sein d'une seule famille de machines, en basculant entre eux via des recettes stockées.
- Contrôle actif de la couronne : les rouleaux de support derrière les rouleaux de travail sont réglés hydrauliquement zone par zone, compensant la déflexion des rouleaux sous charge et assurant un cintrage constant sur des tôles larges – essentiel pour éliminer simultanément les ondulations de bord et les déformations centrales.
- Opération basée sur une recette répétable : les paramètres spécifiques au matériau (force, pénétration, vitesse) sont stockés et rappelés automatiquement, éliminant ainsi les variations de configuration dépendant de l'opérateur au fil des équipes.
- Manutention de matériaux perforés et traités thermiquement : Le contrôle avancé de la pression des rouleaux zone par zone permet un allongement sélectif sur toute la largeur, permettant ainsi de niveler des matériaux qui vont à l'encontre des systèmes plus simples : feuilles perforées, flans post-traités thermiquement et tôles à haute résistance à la traction.
La principale différence entre les conceptions de niveleurs hydrauliques réside dans l’architecture de contrôle. Le contrôle de la pression hydraulique seul n’équivaut pas au contrôle en boucle fermée de la position du rouleau ou de la force du vérin. Le retour de position et de force, via des échelles linéaires et des cellules de pesée, permet une répétabilité quotidienne face à la dérive de la température de l'huile, à la variation de la réponse des soupapes et à l'usure progressive des composants. Les machines qui reposent uniquement sur le contrôle de la pression ne produiront des résultats cohérents que dans une plage de fonctionnement étroite.
Pour les opérations de production en vrac de composants automobiles, de tôles de précision, de pièces d'ascenseur, de lames de scie et de boîtiers électroniques, le nivellement hydraulique de précision est la méthode qui rend les garanties de planéité au niveau de la production réalisables et vérifiables. Découvrez toute la gamme de applications industrielles où le nivellement de précision offre une amélioration mesurable des processus.
Nivellement de la civière
Le nivellement de la civière utilise des pinces hydrauliques pour saisir la feuille aux deux extrémités et la tirer simultanément dans plusieurs directions jusqu'à ce que les contraintes internes soient égalisées grâce à une élasticité uniforme sur toute la section transversale. Contrairement au nivellement par tension dans les lignes de traitement de bobines, le nivellement par civière fonctionne sur des feuilles ou des plaques découpées individuellement et est conçu pour les matériaux où les gradients de contraintes longitudinales et transversales doivent tous deux être corrigés en une seule opération.
La méthode permet d'obtenir une excellente planéité et un soulagement des contraintes résiduelles, mais elle est plus lente que le nivellement continu par rouleaux ou par tension et convient mieux aux applications de grande valeur et à faible volume telles que les plaques aérospatiales, les flans structurels épais ou les tôles en alliages spéciaux où le coût des pièces justifie un temps de cycle plus long. Cela nécessite un calibrage minutieux : un étirement insuffisant laisse une contrainte résiduelle ; un étirement excessif altère de manière permanente les dimensions et les propriétés mécaniques.
Comment choisir la bonne méthode de nivellement de tôle
La méthode de nivellement correcte est déterminée par une combinaison de propriétés des matériaux, du volume de production, des exigences de planéité et de la géométrie de la pièce. Le tableau suivant résume les principaux critères de sélection pour toutes les principales méthodes.
| Méthode | Plage d'épaisseur | Adéquation du volume | Qualité de planéité | Soulagement du stress | Cas d'utilisation typique |
|---|---|---|---|---|---|
| Marteau / Flamme | N'importe lequel | 1 à 5 pièces | Faible/Variable | Partiel (local uniquement) | Soudures, réparation sur site |
| Presse à lisser | > 50 mm typique | Petit lot | Modéré | Partielle (correction de points) | Plaque épaisse, déformation visible |
| Niveleur à rouleaux simple | Moyen-épais | Moyen | Modéré | Limité | Plaque structurelle générale |
| Niveleur à rouleaux de précision | Fin-moyen | Élevé | Élevé (≤ 0.5 mm/m) | Bon | Préparation d'estampage, découpe laser |
| Nivellement de tension | Très fin – haute résistance | Élevé (coil line) | Très élevé | Excellent | AHSS, feuille, traitement de bobines |
| Nivellement par laminage à froid | Mince | Élevé | Très élevé | Bon | Panneaux de carrosserie automobile, pièces de précision |
| Nivellement par laminage à chaud | Plaque épaisse | Élevé (mill-scale) | Modéré–high | Bon | Acier de construction, tôle de construction navale |
| Nivellement de précision hydraulique | 0,1 mm – 60 mm | Élevé | Très élevé (≤ 0.1 mm/m) | Excellent | Fabrication de précision, production de matériaux mixtes |
| Nivellement de la civière | Moyen-épais | Faible à moyen | Très élevé | Excellent | Tôle aérospatiale, alliages spéciaux |
Logique de sélection pratique
Commencez par votre matériel. Si vous traitez une large gamme d'alliages et d'épaisseurs dans une seule installation, le nivellement hydraulique de précision est la seule méthode qui gère l'ensemble du spectre avec une cohérence basée sur les recettes. Si votre opération est limitée à une seule famille de matériaux à volume élevé, un niveleur à rouleaux de précision optimisé pour cette fenêtre peut être plus rentable. Pour les feuilles très fines ou les aciers avancés à haute résistance dans une ligne de bobines continue, le nivellement de tension donne les résultats les plus uniformes. Pour des corrections occasionnelles de tôles épaisses ou des retouches de soudures, une presse ou une presse à dresser reste le choix pratique.
Pensez ensuite à vos processus en aval. Si la feuille nivelée est découpée au laser, le niveau de contrainte résiduelle après le nivelage compte autant que la planéité géométrique : la découpe thermique libérera toute contrainte restante. S'il doit être estampé ou formé avec précision, l'uniformité de la planéité sur toute la largeur est l'exigence dominante. Définir la sensibilité en aval avant de sélectionner une méthode garantit que l'étape de nivellement résout réellement le problème plutôt que de simplement le déplacer.
Pour une comparaison plus approfondie des techniques et des configurations d'équipement, le guide sur techniques de nivellement des métaux couvre des détails supplémentaires au niveau des outils pour chaque approche.
Intégration du nivellement dans une ligne de production complète
Dans la fabrication moderne de tôles, le nivellement fonctionne rarement comme une étape isolée. Le retour sur investissement le plus élevé est obtenu lorsque la machine de nivellement est intégrée dans une ligne de production connectée — liée au dérouleur en amont, au système de découpe ou d'emboutissage en aval et à un système de données central qui enregistre les paramètres des matériaux, les réglages de force et les résultats de planéité à des fins de traçabilité.
La manipulation des matériaux basée sur des recettes constitue le mécanisme pratique : lorsque l'ID du matériau change, le programme de nivellement change automatiquement, éliminant ainsi le temps de configuration manuelle et le risque d'utiliser des paramètres erronés sur un nouvel alliage ou une nouvelle épaisseur. Les retours d’inspection en aval – où un résultat de mesure de planéité est utilisé pour affiner le cycle de nivellement suivant – bouclent la boucle et permettent une amélioration continue sans intervention de l’opérateur.
Quelle que soit la méthode de nivellement choisie, l’intégrité de la surface doit être surveillée parallèlement à la planéité. Le marquage des rouleaux, l'enlèvement des rouleaux contaminés et les micro-rayures sur les alliages sensibles tels que l'aluminium ou le cuivre sont des causes de rejet qui apparaissent après le nivelage et non pendant celui-ci. La discipline de maintenance (nettoyage des rouleaux, propreté de l'huile, étalonnage des capteurs et vérification périodique de la géométrie) est la pratique opérationnelle qui garantit la cohérence des résultats de nivellement au fil du temps.
Pour les fabricants évaluant des solutions de nivellement de précision hydrauliques à intégrer dans leurs lignes de production, le aperçu des applications fournit des conseils de configuration par secteur d'activité et type de matériau.











